
400-678-0800
0512-62930178
400-678-0800
0512-62930178
滚珠螺杆是一种钢珠介于螺帽与螺杆之间作动,将回转运动转化为直线运动,是工具机械和精密机械上最常使用的传动元件。由于具有很小的摩擦阻力及定位精度高,滚珠螺杆被广泛应用于各种工业设备和精密仪器。那要怎么选择才能找到适合自己产品的滚珠螺杆呢?
下面我们以台湾品牌TBI MOTION 为例进行说明。
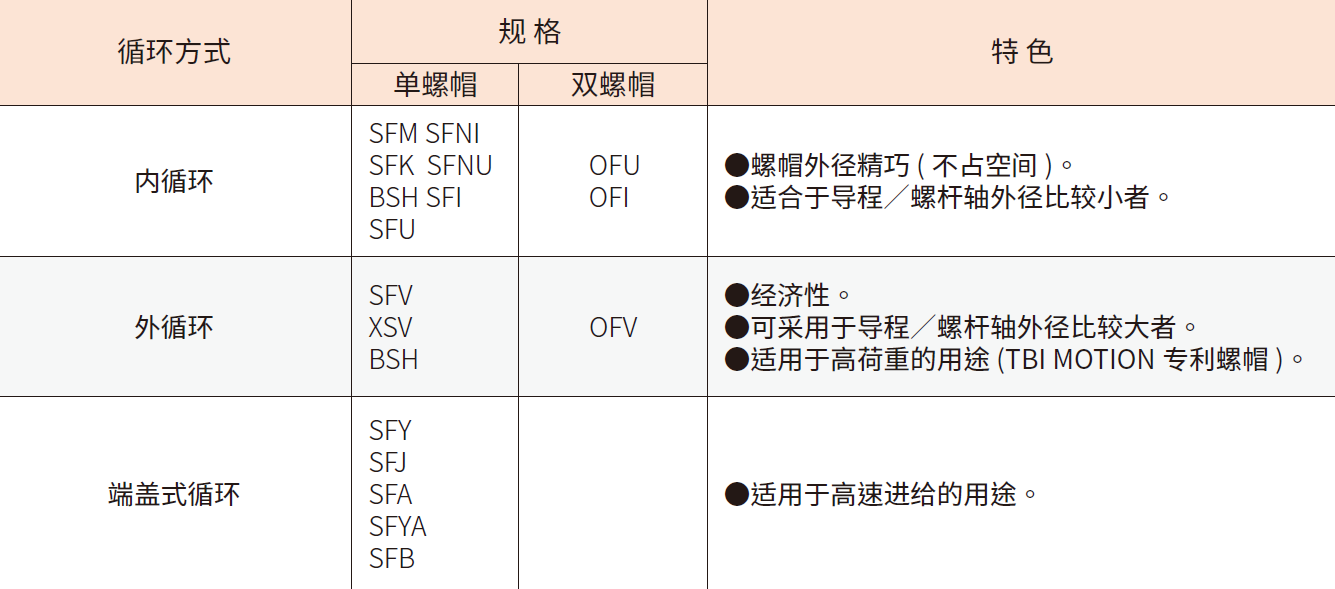
螺母的循环方式
滚珠螺杆主要由螺母、螺杆、钢球、反向器和防尘器等组成。关于滚珠螺杆根据螺母中的滚珠循环方式,可以分为外循环、内循环、端盖式。

外循环特色:
可采用于导程/螺杆轴外径比较大者,适用于高荷重的用途。
内循环特色:
螺帽外径精巧较不占空间 ,适用于导程/螺杆轴外径较小者。
端循环特色:
适用于高速进给的用途。
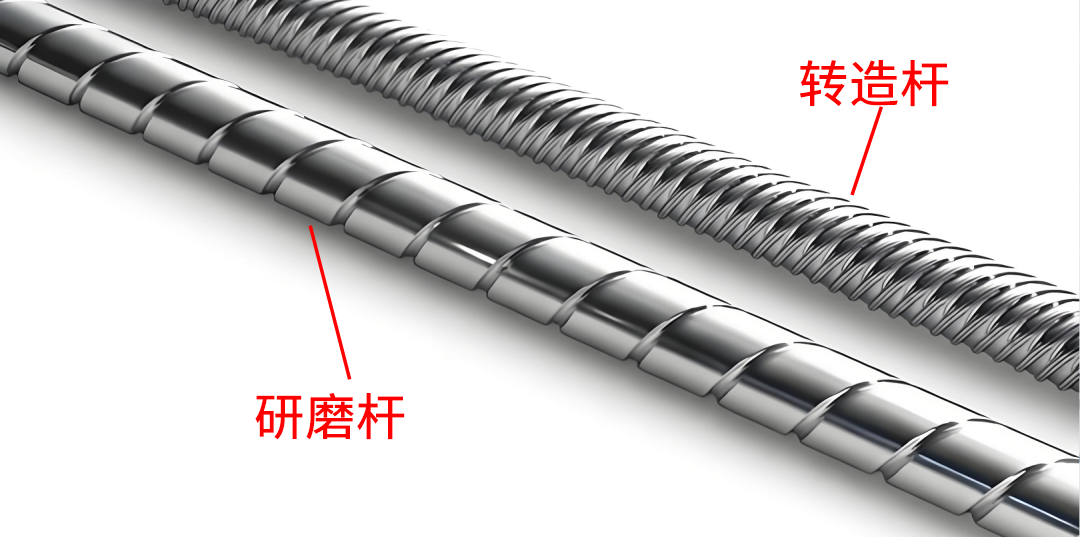
螺杆的区分
滚珠螺杆依据其生产工艺主要分为转造级和研磨级两大类。
转造级滚珠螺杆:生产工艺采用滚牙(或称轧制)方式加工螺杆螺纹。主要特点相较于研磨级,具有价格更实惠、供货周期更短的优势。精度等级可达到的导程精度等级为C5,C7,C10。应用与设计螺帽制程与研磨级相同,精度高、运行顺畅、耐久性好。
研磨级滚珠螺杆:生产工艺采用精密研磨方式加工螺杆螺纹主要特点可达到更高的导程精度等级,定位精度和传动性能更为优异。结构与刚性采用哥德式(Gothic arch)沟槽设计,易于调整并消除轴向间隙,可实现无背隙和高刚性。摩擦系数极小传动效率极高,更适用于高速、高精度场合。应用领域是CNC机床、加工中心、精密自动化设备等高要求应用的首选。
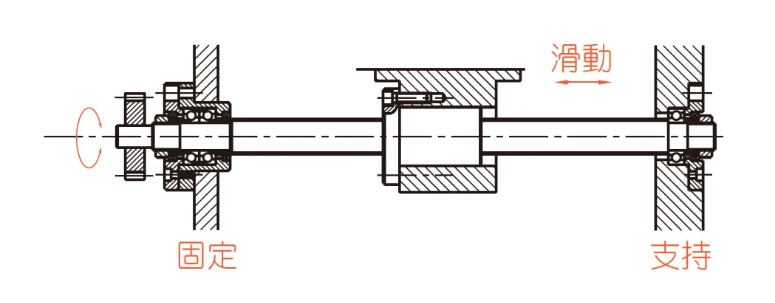
滚珠螺杆的支撑方式选择
安装方式是选择适当滚珠丝杆规格的重要依据,不同支撑形式(也即安装方式)都有其各自的特点,会影响整个设备的精度、效率、刚性等性能。这里我们介绍两种最常用的,固定—支撑,固定—固定。
固定-支撑
固定-支撑”的支撑方式装配相对方便、刚性较好、精度较高,主要应用于中等转速、较大行程、较重负载的环境下使用;
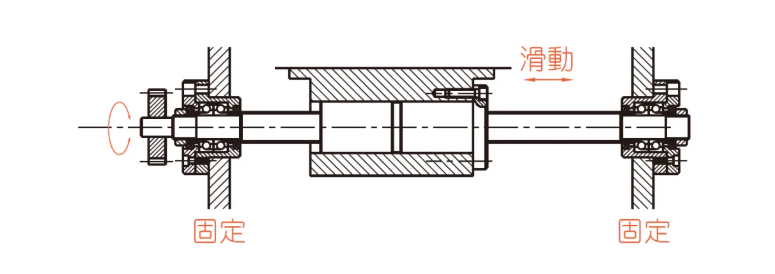
固定-固定
“固定-固定”的支撑方式装配相对困难、刚性好、精度高,常在高转速、大行程、重承载的环境下使用。
滚珠螺杆选型的重要参数
说到滚珠螺杆的选型,需要先来说一下它的常用参数,从这些参数下手,确定它的型号。
公称直径
即丝杆的轴径,常见规格有12、14、16、20、25、32、40、50、63、80、100、120。公称直径和负载基本成正比,直径越大的负载越大,具体数值可以查阅产品型录。这里只说明两个概念:动额定负荷是指同一批相同的滚珠丝杆以相同条件回转10⁶次,以其中90%不因滚动疲劳而产生剥落现象,此时所承受的轴方向负载。动额定负荷影响额定寿命。静额定负荷是指当承受最大应力的螺杆及螺母内的滚珠沟槽接触部位与钢珠的永久性变量的和达到钢球直径0.01%时的轴方向负载。静额定负荷核校结构稳定性。需要注意的是,额定负荷并非最大负荷,实际负荷与额定负荷的比值越小,丝杠的理论寿命越高。
导程
导程指的是丝杆旋转一周,螺母直线运动的距离。常见的导程有(单位:mm):2、4、5、6、8、10、16、20、25、32、40,跟导程有关系的参数是螺母运动速度和滚珠丝杆可提供的直线推力。导程越大,相同转速情况下,直线运动速度越快。
长度
长度有两个概念,一个是全长,另一个是螺纹长度。螺纹长度中也有两个部分,一个是螺纹全长,一个是有效行程。前者是指螺纹部分的总长度,后者是指螺母直线移动的理论最大长度。
螺母型式
各厂家的产品样本上都会有很多种螺母形式,一般型号中的前几个字母即表示螺母形式。例如TBI MOTION 品牌的螺母按循环方式和按螺母长度分有单螺母和双螺母(注单螺母和双螺母的主要差异是后者可以调整预压而前者不能,另外后者的价格和长度大致均是前者的2倍)分为:
如果按法兰形式分大约有圆法兰、单切边法兰、双切边法兰和无法兰几种。在安装尺寸和性能允许的情况下,设计者在选用时应尽量选择常规形式,以避免维护时备件的货期问题。推荐:频繁动作、高精度维持场合选双螺母,其他场合选双且边单螺母。推荐:螺母形式尽量选内循环双切边法兰单螺母。
精度
滚珠丝杆,按国内分类,精度等级有P1、P2、P3、P4、P5、P7、P10,日本、韩国,还有中国台湾省采用JIS等级,即C0、C1、C2、C3、C5、C7、C10;欧洲国家的标准采用的是IT0,IT1, IT2,IT3,IT4,IT5,IT7,IT10。TBI MOTION是中国台湾的滚珠丝杆,性价比比较高。精度表示方法为:在有效螺纹长度范围内任取一段300mm,误差都在等级代表的精度之内,各等级代表的精度如下。这里我们还是以TBI MOTION为例:
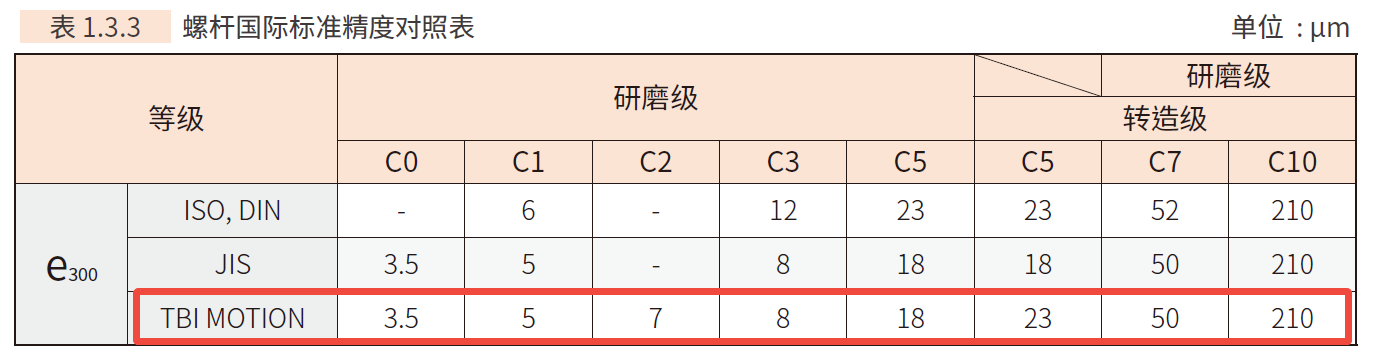
一般来说,普通机械采用C7,C10级,数控设备一般采用C5,C3级(C5较多,国内大部分数控机床都是C5级),航空制造设备,精密投影及三坐标测量设备等一般采用C3,C2精度。另外,C7,C10级一般采用轧制方法制造,C5级及以上采用研磨方法制造。
综上所述,非标设计常用的滚珠丝杆精度等级为C7(轧制方法制造或有些人称为转造),而对滚珠丝杆精度等级有更高的要求的,C5(研磨方法制造)也够用了。当然具体问题具体分析。
珠卷数
这个参数一般标注在型号的导程后,如2020-1这个“-1”就是珠卷数,因为有循环方式的问题说起来比较复杂,用户可以简单的理解为滚动体的循环圈数,“-1”就是1循环,这个数值越大表示负载越大螺母长度越长。
珠径
这个参数是指滚动体的直径,型号中不会体现,但是在各厂家的技术参数表中会标识,一般与公称直径和导程相关,用户不必理会。但是有些用户因使用不当导致滚珠掉出螺母外需要重装滚珠时这个参数是要注意的,尺寸一般精确到0.001。
制造方式代码
滚珠丝杠的制造方式主要是两种:轧制和磨制,前者也称滚轧制造或转造,一般用F表示。后者也称研磨制造。一般用G表示。因工艺的不同,两者能达到的精度等级不同。
预压等级
预压也叫预紧,预压是为了消除丝杆的间隙并增大丝杆刚性。预压等级越高,螺母与螺杆配合越紧;反之,等级越低越松。

遵循的原则是: 大直径、双螺母、高精度、驱动力矩较大,当丝杆的应用出现以上的情况时,预压等级可以选高一点,反之选低一点。
案例小贴士
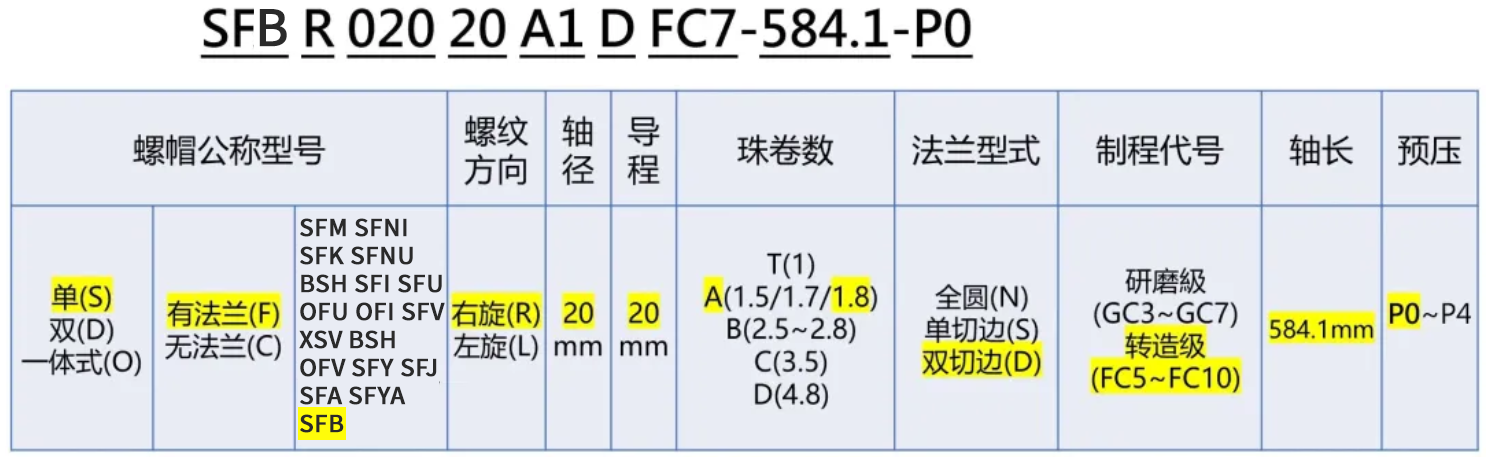
结合上面所了解的知识,给大家解读一下TBI MOTION滚珠螺杆的料号含义
滚珠螺杆选型总结
了解了以上丝杆主要的参数后,我们就可以根据自己的要求进行选型了。
第一步:根据上面“滚珠丝杆的分类”中提到的各种丝杆的应用场景,确定适用自己工况的丝杆类型;同时也可以确定丝杆的精度等级(一般为C7)和预压等级;
第二步:根据负载的大小,确定滚珠丝杆的轴径;
第三步:根据负载需要的移动速度,确定导程;确定导程后,再根据推力和导程的关系式,确定驱动电机要提供的驱动扭矩。
以上,就基本确定了滚珠丝杆的型号,最后,再根据自己所需要使用到的行程,还有上面说到的丝杆安装方式,确定丝杆的长度就可以了。
上一篇:没有了!
400-678-0800
0512-62930178